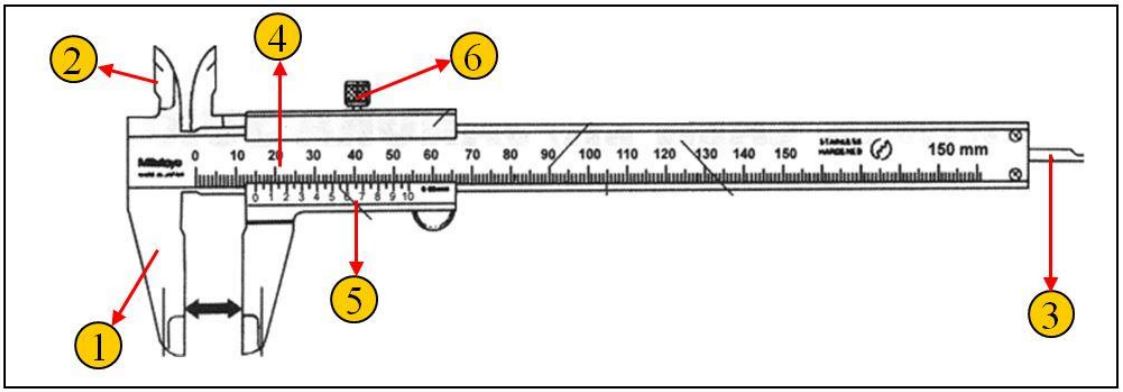
6. Baut Pengunci: mengunci hasil pengukuran2) Cara Penggunaan Jangka Sorong
a. Sebelum melakukan pengukuran bersihkan dahulu benda yang akan diukur.
b. Sebelum menggunakan jangka sorong, jangka sorong harus dikalibrasi terlebih dahulu.
Kalibrasi merupakan langkah mengembalikan suatu alat ukur pada keadaan standar atau menepatkan skala alat ukur pada posisi “0”. Langkah kalibrasi jangka sorong yang benar adalah membersihkan jangka sorong dari kotoran yang menempel, kemudian melonggarkan baut pengunci jangka sorong, menggeser rahang geser sehingga berhimpit dengan rahang tetap. Lakukan kalibrasi dengan menempatkan strip angka “0” pada skala vernier tepat segaris strip angka “0” pada skala utama, serta strip angka “10” pada skala vernier tepat segaris salah satu strip pada skala utama. Bila salah satu strip tidak dapat berhimpit, maka jangka sorong dapat dibersihkan terutama komponen yang bergeser. Kemudian melakukan kalibarasi seperti langkah sebelumnya.
 |
| Gambar 2. Mengkalibrasi Jangka Sorong |
c. Pada saat melakukan pengukuran, usahakan benda yang diukur sedekat mungkin ke skala utama. Pengukuran di ujung rahang, membuat hasil pengukuran kurang akurat. Tempatkan jangka sorong tegak lurus dengan benda yang akan diukur. Kemudian, kencangkan baut pengunci untuk mengunci hasil pengukuran.
 |
| Gambar 3. Cara mengukur benda kerja pada bagian luar |
 |
| Gambar 4. Posisi benda yang diukur tegak lurus dengan jangka sorong |
 |
| Gambar 5. Cara mengukur benda kerja pada bagian dalam |
 |
| Gambar 6. Cara mengukur kedalaman |
d. Membaca hasil pengukuran pada jangka sorong
1. Pembacaan Ketelitian Jangka Sorong (mm)
Jangka Sorong (Ketelitian 0,02 mm)
 |
| Gambar 7. Jangka Sorong Ketelitian 0,02 mm |
Pada gambar di atas terbaca 49 Skala Utama = 50 Skala Vernier
Jadi besarnya 1 skala vernier = 1/50 x 49 Skala Utama = 0,98 Skala Utama
Maka : Ketelitian dari jangka sorong tersebut adalah = 1 – 0,98 = 0,02 mm
Atau : Ketelitian jangka sorong itu adalah : 1 bagian Skala utama itu, dibagi sebanyak jumlah skala vernier = 1/50 = 0,02 mm
Jangka Sorong (Ketelitian 0,05 mm)
 |
| Gambar 8. Jangka Sorong Ketelitian 0,05 mm |
Pada gambar diatas terbaca 39 Skala Utama = 20 Skala Vernier
Jadi besarnya 1 skala vernier = 1/20 x 39 Skala Utama = 1,95 Skala Utama
Maka : Ketelitian dari jangka sorong tersebut adalah = 2 – 1,95 = 0,05 mm
Atau : Ketelitian jangka sorong itu adalah : 1 bagian Skala utama itu, dibagi sebanyak jumlah skala vernier = 1/20 = 0,05 mm
2. Pembacaan Hasil Pengukuran Jangka Sorong
Jangka Sorong (Ketelitian 0,02 mm)
Contoh:
Baca SKALA UTAMA dengan membaca garis angka nol skala vernier terletak pada ruas atau garis ke berapa di skala utama. Ini akan menunjukkan angka di depan koma yang ditunjukkan oleh “SU”
Baca SKALA VERNIER dengan membaca garis ke berapa dari skala vernier yang paling lurus dengan garis skala utama. Ini akan menunjukkan angka di belakang koma yang ditunjukkan oleh “SV”
Menjumlahkan SU dan SV.
Jangka Sorong (Ketelitian 0,05 mm)
Contoh:
Baca SKALA UTAMA dengan membaca garis angka nol skala vernier terletak pada ruas atau garis ke berapa di skala utama. Ini akan menunjukkan angka di depan koma yang ditunjukkan oleh “SU”
Baca SKALA VERNIER dengan membaca garis ke berapa dari skala vernier yang paling lurus dengan garis skala utama. Ini akan menunjukkan angka di belakang koma yang ditunjukkan oleh “SV”
Berfungsi:
Mengukur benda kerja bagian luar/diameter luar (Outside Micrometer)
 |
| Gambar 9. Outside Micrometer |
Mengukur benda kerja bagian dalam/diameter dalam (Inside Micrometer)
 |
| Gambar 10. Inside Micrometer |
Jenis-jenis outside micrometer berdasarkan batas ukurnya:
Micrometer 0 – 25 mm
Micrometer untuk mengukur benda kerja dengan jarak antara 0 – 25 mm
Micrometer 25 – 50 mm
Micrometer untuk mengukur benda kerja dengan jarak antara 25 – 50 mm
Micrometer 50 – 75 mm
Micrometer untuk mengukur benda kerja dengan jarak antara 50 – 75 mm
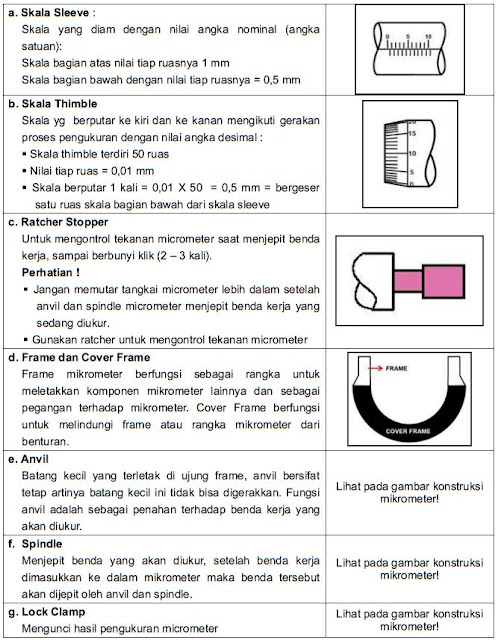
1) Konstruksi Micrometer
 |
| Gambar 11. Konstruksi Small Inside Micrometer |
 |
| Gambar 12. Konstruksi Large Inside Micrometer |
 |
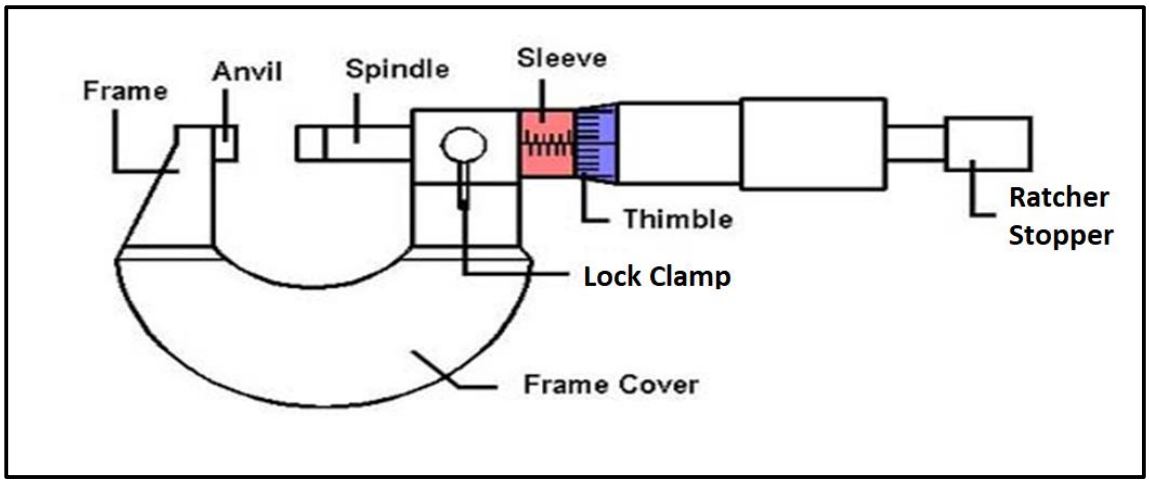
| Gambar 13. Konstruksi Outside Micrometer |
Keterangan:
Mikrometer ketelitian 0,01 mm
2) Cara Penggunaan Micrometer
a) Penggunaan Outside Micrometer (Ketelitian 0,01 mm)
1. Kalibrasi
Periksa dan pastikan micrometer telah dilakukan kalibrasi. Garis angka nol skala thimble harus lurus garis angka nol skala sleeve saat spindle dan anvil bersentuhan dan ratcher berbunyi klik 2 – 3 kali pada micrometer dengan 0 – 25 mm. Sedangkan pada mikrometer 25 – 50 mm dan 50 – 75 mm pasangkan Standar Gauge diantara anvil dan spindle pada mikrometer.
 |
Gambar 14. Spindle dan Anvil langsung bersentuhan
pada outside mikrometer 0 – 25 mm
|
 |
Gambar 15. Pasangkan Standar Gauge diantara anvil dan spindle
pada outside mikrometer 25 – 50 mm dan 50 – 75 mm
|
Jika kesalahannya 0,02 mm atau kurang, lakukan penyetelan dengan memutar tangkai micrometer pada bagian Skala Thimble menggunakan kunci penyetel micrometer.
 |
Gambar 16. Cara mengkalibrasi outside micrometer
dengan kesalahan ≤ 0,02 mm |
Jika kesalahannya melebihi 0,02 mm, lakukan penyetelan dengan memutar tangkai micrometer pada bagian Ratchet Stopper menggunakan kunci penyetel micrometer.
 |
Gambar 17. Cara mengkalibrasi outside micrometer
dengan kesalahan melebihi 0,02 mm |
Untuk micrometer batas ukur lebih besar gunakan batang kalibrasi dan garis angka nol skala thimble harus lurus garis angka batas ukur terendah.
Contoh:
Batas ukur 25 – 50 mm, garis angka nol skala thimble harus lurus dengan garis angka 25 pada skala sleeve.
2. Pengukuran
 |
Gambar 18. Penggunaan Outside Micrometer
untuk mengukur diameter luar |
Posisikan benda kerja tegak lurus dengan spindle dan anvil micrometer.
Putar tangkai micrometer sampai spindle dan anvil micrometer menyentuh benda kerja.
Putar ratcher stopper sampai berbunyi klik 2 – 3 kali.
Kunci hasil pengukuran menggunakan lock clamp.
3. Membaca Hasil Ukur
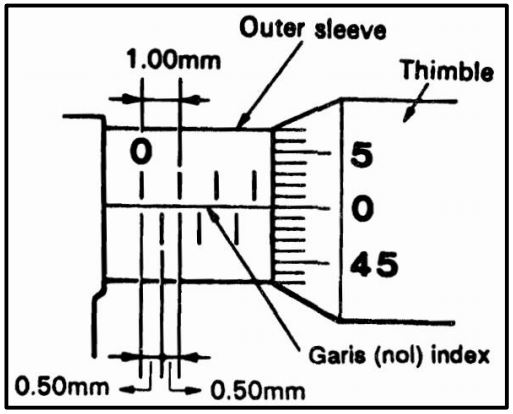
Baca skala sleeve dengan melihat garis skala di sebelah kiri skala thimble. Nilai skala bagian atas = 1 mm dan bagian bawah 0,5 mm.
 |
| Gambar 19. Cara Membaca Outside Micrometer |
Baca skala thimble dengan melihat garis skala yang lurus dengan garis horisontal skala sleeve. Ini menunjukkan angka desimal.
Menjumlahkan hasil pengukuran skala sleeve dan skala thimble.
Contoh 1:
Contoh 2:
b) Penggunaan Inside Micrometer (Ketelitian 0,01)
1. Small Inside Micrometer
Bersihkan small inside micrometer dan benda yang akan diukur sebelum melakukan pengukuran agar mendapatkan hasil yang akurat.
Periksa dan pastikan micrometer telah dilakukan kalibrasi.
Pada tipe small inside micrometer dapat digunakan untuk mengukur diameter dalam. Masukkan anvil pada bagian diameter dalam benda yang akan diukur.
Gerakkan small inside micrometer ke kanan atau ke kiri untuk memastikan pengukuran diameter dalam benda tersebut tepat di tengah, sambil memutar thimbel sampai dirasakan anvil menekan permukaan yang akan diukur dan lakukan pemutaran ratcher stopper sampai terdengar bunyi klik 2 – 3 kali.
Kunci hasil pengukuran small inside micrometer dengan memutar lock clamp, kemudain angkat small inside micrometer keluar.
Lakukan pembacaan hasil ukur small inside micrometer. Prinsip pengukuran inside micrometer sama dengan outside micrometer.
2) Large Inside Micrometer
Bersihkan large inside micrometer dan benda yang akan diukur sebelum melakukan pengukuran agar mendapatkan hasil yang akurat.
Periksa dan pastikan micrometer telah dilakukan kalibrasi.
Pada tipe large inside micrometer, pilih extension rod sesuai dengan ukuran diameter dalam benda yang akan diukur, kemudian lakukan pengukuran diameter dalam benda tersebut.
Posisi large inside micrometer harus benar, gerakkan micrometer secara vertikal seperti pada gambar A sampai di dapat pembacaan yang paling kecil. Kemudian gerakkan secara horizontal (gambar B) sampai di dapat pembacaan yang terbesar. Gambarkan garis imajinasi yang melewati garis horizontal pada gambar A Kemudian gambarkan garis imajinasi vertikal melalui garis pada point (gambar B). Letakkan spindle pada point garis yang saling memotong.
 |
Gambar 20. Posisi large inside micrometer yang benar
saat pengukuran diameter dalam silinder |
Kunci hasil pengukuran inside micrometer dengan memutar lock clamp, kemudain angkat inside micrometer keluar.
Lakukan pembacaan inside micrometer. Prinsip pengukuran inside micrometer sama dengan outside micrometer.
C. DIAL GAUGE (DIAL INDIKATOR)
Berfungsi untuk memeriksa atau mengukur:
Kerataan permukaan bidang datar
Kerataan permukaan serta kebulatan poros
Kerataan permukaan dinding silinder
 |
| Gambar 21. Dial Gauge (Dial Indikator) |
Peralatan Pendukung Dial Gauge:
Magnetic Stand: Sebagai dudukan dial gauge agar tidak bergeser dan dapat diatur posisi pengukurannya.
 |
| Gambar 22. Magnetic Stand |
V Block: Sepasang V Block digunakan sebagai dudukan poros atau benda kerja yang akan diukur.
 |
| Gambar 23. V Block |
Tipe dial gauge berdasarkan batas ukurnya:
Dial gauge ketelitian 0,01 mm (batas ukur s/d = 10 mm)
Dial gauge ketelitian 0,001 mm (batas ukur s/d = 1 mm)
Dial gauge ketelitian 0,0005 mm (batas ukur s/d = 0,025 mm)
1) Konstruksi Dial Gauge |
| Gambar 24. Konstruksi Dial Gauge |
Keterangan:
1. Jarum panjang
Jarum panjang menunjukkan angka desimal.
Hasil ukur jarum panjang = nilai skala X bilangan ketelitian
Contoh :
Angka ketelitian 0,01 mm dan jarum panjang bergerak 10 ruas skala
Hasil Ukur = 0,01 mm X 10 = 0,1 mm
2. Jarum pendek (1 Ruas Jarum pendek = 1 putaran jarum panjang)
3. Outer Ring: Berfungsi untuk mengkalibrasi atau menempatkan jarum panjang pada angka nol
4. Batas toleransi: Dua alat ini dapat digeser ke kiri atau kanan sesuai keinginan kita untuk melihat batas pergerakan jarum panjang ke kiri dan ke kanan
5. Bidang sentuh: Bagian ini akan bergerak naik turun sesuai permukaan bidang kerja
Peringatan Penting
Posisi bidang sentuh dial gauge tegak lurus pada permukaan yang diukur/diperiksa.
 |
| Gambar 25. Posisi bidang sentuh yang benar |
2) Cara Penggunaan Dial Gauge
1. Mengukur Keolengan / Kebulatan Poros
Letakkan V-Block di atas plat datar, dan letakkan poros di atas V-block.
 |
| Gambar 26. Letakkan poros di atas V-block |
Set dial gauge agar tidak bergeser dan bidang sentuh menekan bidang kerja agar dapat menjangkau permukaan yang tidak rata.
 |
| Gambar 27. Mengukur Keolengan/Kebulatan Poros |
Periksa dan pastikan jarum panjang dan jarum pendek ter-sett pada ‘0” nol.
Putarlah poros perlahan-lahan sebesar 360o dan bacalah jumlah gerakan jarum.
Jarum akan bergerak ke kanan (searah jarum jam), karena dial gauge tertekan oleh permukaan poros yang cembung atau diameter besar.
Jarum bergerak ke kiri saat ujung dial gauge bertemu dengan bagian yang cekung atau diameter kecil (aus).
Keolengan (Run Out) = besar simpangan jarum dari yang paling kiri ke paling kanan
Kebengkokan = ½ keolengan
2. Mengukur kerataan sebuah bidang
 |
| Gambar 28. Mengukur Kerataan Sebuah Bidang |
Set dial gauge agar tidak bergeser dan bidang sentuh menekan bidang kerja agar dapat menjangkau permukaan yang tidak rata.
Lihat besar simpangan pergerakan jarum dari posisi paling kiri dan posisi paling kanan.
Hasil pengukuran dinyatakan rata jika tidak melebihi batas toleransi.
D. DIAL BORE GAUGE/CYLINDER GAUGE
Berfungsi untuk mengukur diameter dalam dari sebuah benda kerja, seperti: Cylinder, lubang dudukan poros dan lain-lain. Sebelum menggunakan cylinder gauge terlebih dahulu harus sudah bisa menggunakan jangka sorong dan micrometer
1) Konstruksi Cylinder Gauge
 |
| Gambar 29. Konstruksi Cylinder Gauge |
Keterangan:
Dial gauge : Untuk mengukur cylinder gauge. Ada bagian yang berhubungan dengan tangkai gauge.
Tangkai gauge : Bagian untuk memegang/mengikat Dial.
Replacement Rod/Anvil : Alat untuk menambah panjang bidang sentuh pada cylinder yang akan menyentuh bidang ukur pada cylinder.
Replacement Washer : Alat untuk menambah kepanjangan rod
Measuring Point : Bagian yang dapat bergerak bebas dan jumlah gerakannya ditunjukkan oleh dial gauge
2) Cara Penggunaan Cylinder Gauge
1. Ukurlah diameter cylinder dengan vernier caliper. Pilihlah replacement rod dan washer yang sesuai, dan pasangkan pada cylinder gauge. Bila hasil pengukuran diameter adalah 53,00 mm, gunakanlah replacement rod 50 mm dan replacment washer 3 mm.
 |
| Gambar 30. Mengukur diameter silinder dengan jangka sorong |
(Contoh memilih replacement rod dan washer)
a. Bila hasil pengukuran = 52,30 mm,
Pilihlah sebagai berikut:
Rod = 50 mm
Washer = 2 mm
b. Bila hasil pengukuran = 52,70 mm,
Pilihlah sebagai berikut:
Rod = 50 mm
Washer = 3 mm
2. Micrometer di-set pada 53,00 mm, seperti hasil ukur di atas, tempatkan replacement rod dan measuring point ke dalam micromater dan dial gauge di-set pada nol ke jarum penunjuknya.
 |
Gambar 31. Tempatkan replacement rod dan
measuring point ke dalam mikrometer |
3. Masukkan cylinder gauge pada posisi diagonal ke dalam cylinder, gerakkan cylinder gauge sampai diperoleh hasil angka pembacaan yang terkecil. Bila hasil pembacaan adalah 0,04 mm, bararti diameter cylinder 0,04 mm lebih kecil dari 53,00 mm (set hasil micrometer). Karena itu diameter cylinder adalah 52,96 mm (53,00 – 0,04 mm).
 |
| Gambar 32. Mengukur diameter dalam silinder dengan cylinder gauge |
E. KUNCI MOMEN/TORSI
Berfungsi untuk mengencangkan baut sesuai dengan torsi/momen tertentu. Satuan ukuran dalam “kg.m”, “kgf.m”, dan “N.m2”
Kunci torsi/momen terdiri atas 2 model:
 |
| Gambar 33. Kunci Momen Model Jarum |
 |
| Gambar 34. Kunci Momen Model Klik |
Cara Penggunaan Kunci Momen
1. Model Jarum
Menentukan baut yang akan dikencangkan
Menentukan torsi yang diperlukan
Mengambil kunci sock yang sesuai dengan baut yang akan dikerjakan
Memasang kunci sock pada kunci torsi
Melakukan pengencangan hingga jarum menunjuk angka torsi yang dibutuhkan
2. Model Klik
Menarik atau melonggarkan pengunci tuas
Stel skala torsi hingga pada angka yang diinginkan
Mengunci kembali tuas dengan memposisikan pengunci pada arah mengunci
Melakukan pengencangan hingga kunci momen akan memberi tanda bunyi “klik” saat kekencangan baut mencapai ukuran kekencangan sesuai penyetelan.
Catatan:
Untuk pengencangan yang besar momen puntirnya, kunci momen harus diatur dalam beberapa tahapan pengencangan. Misalnya, pengencangan 8 kg, tahapan pengencangannya 4 kg - 6 kg - 8 kg.
F. FEELER GAUGE
Berfungsi untuk mengukur celah atau kerenggangan kecil di antara dua komponen.
 |
| Gambar 35. Feeler Gauge |
Biasanya dipergunakan untuk mengukur :
1, Celah Katup
2. Celah Platina
Cara Penggunaan Feeler Gauge:
Memilih tebal feeler yang akan dipergunakan
Menyisipkan diantara celah benda yang akan diukur
 |
| Gambar 36. Cara penggunaan feeler gauge |
Keterangan:
1. Feeler gauge
2. Mur penyetel
3. Rocker arm



















































Posting Komentar
Cara bicara menunjukkan kepribadian, berkomentarlah dengan baik dan sopan…